前言
磷酸铁锂电池在动力领域受到广泛的关注,因为极片孔隙率低、厚度厚,电解液中锂盐浓度对电池各关键性能的影响更为显著。张劢利用不同锂盐浓度电解液制备了高能量密度磷酸铁锂电池,并考察了容量、内阻、倍率、高低温、循环性能。实验表明,1.1~1.2 mol/L的锂盐浓度电解液制备电池,有低温放电性能好、倍率放电性能高、5 C 放电倍率循环容量保持率高的优势,而 0.9~1.0 mol/L 的锂盐浓度电解液制备的电池,内阻低、1 C 充放电循环性能好、高温性能稍优、经济效益高,可用于对循环性能及成本的要求高的电池。
研究内容
1、不同锂盐浓度电解液的电导率
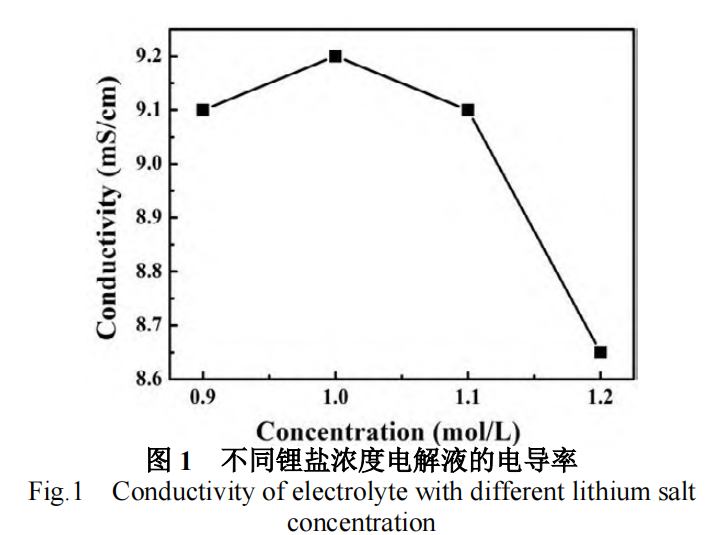
如图 1 所示,在 1.0 mol/L 的锂盐浓度下, 电导率达到最大值,当锂盐浓度大于 1.0 mol/L 之后, 电导率下降。整个电导率曲线呈现抛物线的趋势。在 1.0~1.2 mol/L 锂盐浓度下,电导率随锂盐浓度升高而降低的原因主要有两点:第一,随着锂盐浓度上升,电解液的粘度随之上升, 这导致了锂离子移动速率降低,第二,锂盐浓度的增加,导致 电解质阴阳离子的相互作用增强,降低了游离的锂离子数量。因此,综合电解液的粘度与游离的锂离子数量,在 1.0 mol/L的锂盐浓度下游离锂离子移动产生的电流传输速度最大,因此电导率较大。
2、不同锂盐浓度电解液制备的电池的内阻与容量
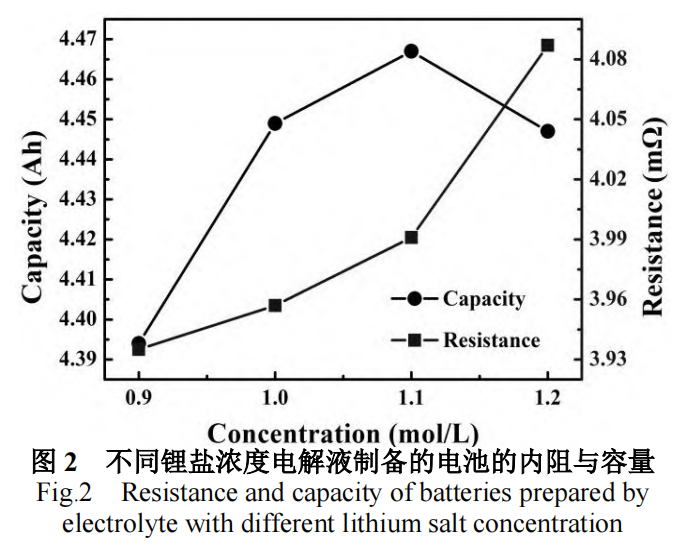
如图2所示,实验电池的内阻随锂盐浓度的上升而变大。在 1.2 mol/L 的锂盐浓度下,其电解液电导率相对于 1.1 mol/L 锂盐浓度电解液有较大变化,而制备电池内阻也上升幅度较大,这说明电池的内阻与电解液的电导率有一定关系,但还受其他因素影响。不同实验电池内阻受到电解液的电导率、形成 SEI 膜的阻抗、电解液对正负极极片的浸润性影响。高锂盐浓度电解液被认为能够使SEI 膜中 LiF 含量更高,离子电导率更好。但对于高能量密度电池,电解液难以浸润高压实的极片,锂盐浓度越低,电解液粘度越小,对正负极极片的浸润性越好,因此电解液对极片的浸润性是影响电池内阻的主要因素。
图 2 也展示了不同锂盐浓度电解液制备的电池的容量。实验结果说明,虽然电池的内阻随锂盐浓度的提高而升高,但是电池的容量主要与锂离子在电池内部传输的速率有关,影响因素包括电解液的电导率、锂离子在电解液与极片的界面的迁移等。对于电导率,1.0 mol/L 的锂盐浓度电解液的电导率最大,但是在电池化成分容形成 SEI 膜过程中,电解液的成分发生了变化,电导率也随之发生了变化。而对于锂离子在正负极与电解液界面的迁移,随着锂盐增加,虽然电解液对极片浸润度低,但电解液锂离子溶剂化数减小,且 SEI 膜离子电导率更
好,因此锂离子能够更快在电解液与电极界面传输。综合这两点因素,在 1.1 mol/L 的锂盐浓度下,实验电池的容量达到最大。
3、不同锂盐浓度制备电池的倍率放电性能
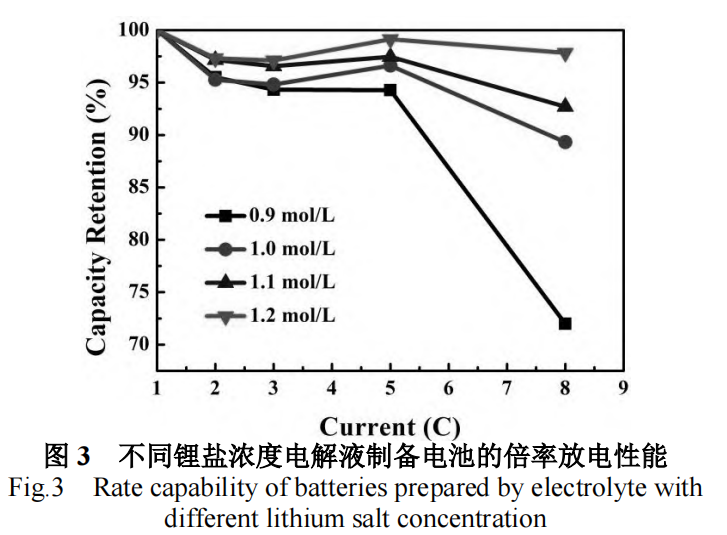
图 3 所示的是实验电池在不同倍率放电下的容量保持率。随着放电倍率增加,高能量密度电池的放电容量保持率并非一直降低。这是因为在较大的放电倍率下,高能量密度电池内部极化较大,电池温度升高。较高的温度使得电池内部反应速率加快,极化降低,因此放电容量提高。
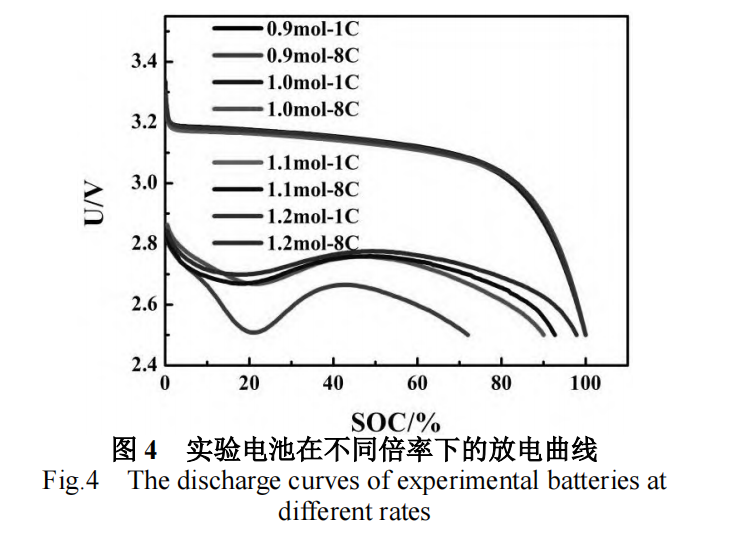
图4所示的不同锂盐浓度电解液制备的电池在 8C 下的放电曲线,可以看到,在放电初期,因较大极化,各个实验电池的电压都下降较快,但随着电池温度上升,电压有一定的回升。锂盐浓度越高的电解液制备的电池,电压回升的拐点在更小的 SOC出现,分别为 21.25 %、20.98 %、17.98 %、17.25 %。这是因为在倍率放过程中,高能量密度电池温度上升,电解液粘度随之降低,电解液的电导率提高,锂离子在电极-电解液界面上的嵌入脱出速度加快,因此电压回升。在较高的温度下,不同锂盐浓度电解液的电导率差异减小,不是制约不同放电倍率下容量保持率的主要因素。而因正负极极片面密度大,在高倍率下需要嵌入脱出的锂离子数量大幅增加,电极-电解液界面上迁移的锂离子数量增多,高锂盐浓度电解液能够更快提供较多的锂离子,因此电压回升的 SOC 更小,容量保持率越高。
4、不同锂盐浓度电解液制备电池在不同温度下的放电容量保持率
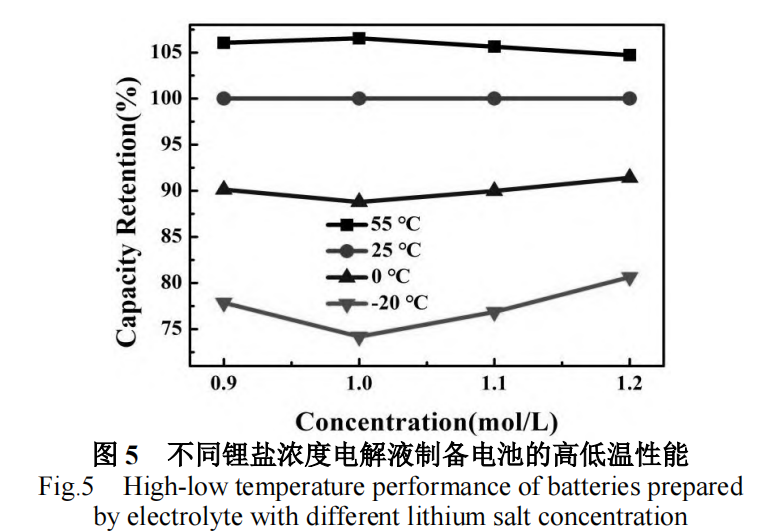
不同锂盐浓度电解液制备的电池在不同温度下的容量保持率如图 5 所示。在 55 ℃下,实验电池的放电容量保持率相差不大。这是因为在较高的温度下,锂离子传输加快,而 1C充放电电流下正在传输的锂离子数量多,因此锂盐浓度对电池的容量保持率没有较大影响。但在低温 0 ℃及-20 ℃下,实验电池的容量保持率有较大差异。1.0 mol/L 锂盐浓度电解液制备电池的容量保持率最小,在 1.0~1.2 mol/L 的锂盐浓度下,电池的放电容量保持率随电解液锂盐浓度的提高而上升。温度越低,实验电池的容量保持率相差越大。由实验结果可以推测,主要制约高能量密度电池低温性能的是电解液能提供的锂离子数,0.9 mol/L 锂盐浓度的电解液依旧保持了较低的粘度,锂离子传输速度稍快,而 1.1~1.2 mol/L 锂盐浓度的电解液虽然粘度高,但能够提供的锂离子数量多。
5、不同锂盐浓度电解液制备电池在不同放电倍率下的循环性能
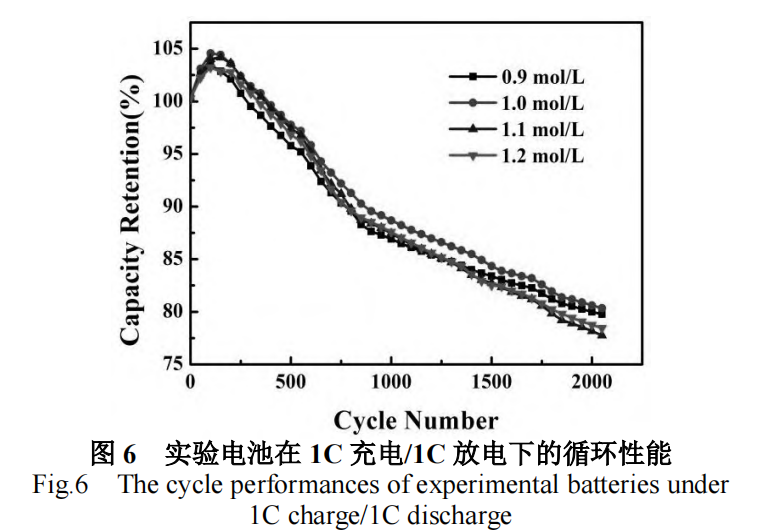
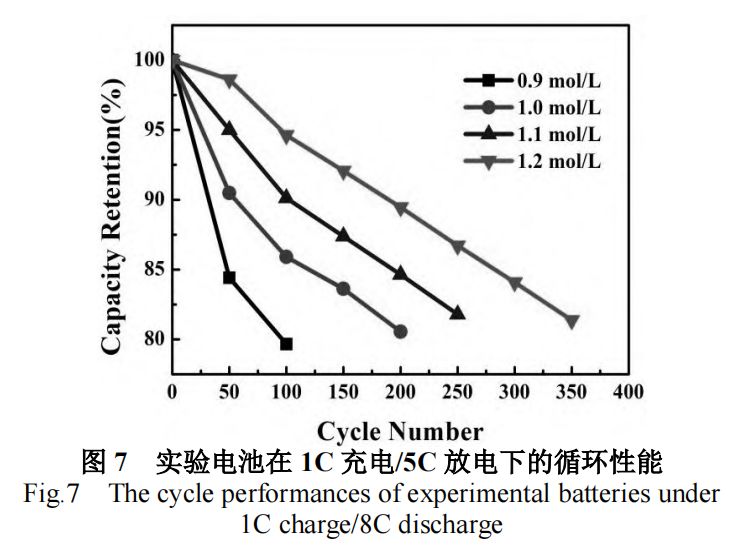
图 6 所示的为实验电池在 1 C 充电/1 C 放电下的循环性能。可以从图中看到,实验电池的循环性能基本相差不大,循环容量保持率低于 80 %的圈数分别为 1981、2079、1777、1828 圈。相对来说,0.9 及 1.0 mol/L 锂盐浓度电解液制备电池的循环性能稍好。由此说明,对于高能量密度电池,在较低的充放电电流下,极片浸润性对循环性能有一定影响。图 7 所示的为不同锂盐浓度电解液制备的电池在 1 C 充电/5 C 放电下的循环性能。电解液的锂盐浓度越高,实验电池在 1 C 充电/5 C 放电下的循环性能越好。0.9 mol/L 锂盐浓度电解液制备的电池在循环 100 圈后,容量保持率低于 80 %,而 1.2 mol/L 锂盐浓度电解液制备的电池在 350 圈循环后,容量保持率依然有 81.37 %。这是因为低锂盐浓度电解液制备的电池在高倍率充放电循环过程中,库伦效率低,在循环过程中容量损失快,因此循环性能较差。
结论
由以上的实验数据,我们看到因为高能量密度电池较大的极化,电解液中锂盐浓度对电池各关键性能的影响更为显著。针对电池不同的电性能要求,需要对电解液锂盐浓度优选相应的方案。1.1~1.2 mol/L 的锂盐浓度电解液制备电池,有低温放电性能好、倍率放电性能高、倍率循环容量保持率高的优势,但 0.9~1.0 mol/L 的锂盐浓度电解液制备的电池,内阻低、1 C充放电循环性能好、高温性能稍优、经济效益高。在本实验中,我们通过制备高能量密度动力电池,综合考虑了高能量密度电池的情况以及经济效益的影响,因此实验结果对动力磷酸铁锂电池的开发有较大的参考价值。
参考文献