本文从四个方面展开:(1)阐述负极析锂的机理;(2)列举析锂的三种常见分布状态,并对其形成原因进行说明;(3)详细分析导致负极析锂的因素;(4)提出解决负极析锂的对策。
目录
负极析锂的机理
负极析锂的形成条件
石墨的嵌锂电位为65~200mV (vs.Li+/Li0),当负极的电位接近或小于金属锂的析出电位时,锂离子以锂金属的形式在负极表面析出。
实验发现,锂离子在负极表面的析出反应和在石墨中的嵌入反应同时进行。充电过程,一部分锂离子以锂金属的形式沉积在负极表面,剩余部分锂离子嵌入石墨;放电过程,则发生离子的脱嵌和沉积的锂金属剥离。在锂金属的剥离过程,会有“死锂”的形成。“死锂”与电解液反应是导致锂离子电池容量损失和循环寿命缩短的主要原因。负极析锂是电荷转移限制(CTL)和固相扩散限制(SDL)的结果。随着充电的进行,锂离子在石墨层间可嵌入的位置逐渐减少,限制了锂离子在石墨固相中的扩散,相应的嵌锂电流也逐渐降低;同时,由于锂离子从电解液中扩散至负极的速率远大于其嵌入石墨中的速率,导致越来越多的锂离子在石墨表面堆积,驱使负极电位接近析锂电位,导致负极析锂。
负极析锂的化学反应
锂离子充电过程中,石墨负极表面如果有金属锂析出,则伴随下面四个化学反应:
(1)嵌锂反应:

(2)锂金属的析出反应:

(3)析出的锂和不饱和石墨之间的反应,形成可逆锂:

(4)析出的金属锂与电解液溶剂的还原反应,形成固体电解质膜(SEI膜),形成不可逆锂:
负极析锂的分布状态
负极析锂按其分布状态分为边缘析锂、局部析锂和均匀析锂。
边缘析锂
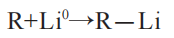
在锂离子电池的设计过程中,为了安全起见以及防止负极析锂,负极片的面积大于正极片,即负极片边缘超出正极片尺寸1~3mm,负极片伸出正极片的区域称为Overhang(图1)。边缘析锂有两方面原因:一是Overhang设计过大,引起正极边缘的锂离子过量,导致负极Overhang区域在充电过程无法嵌入过量的来自正极的锂离子,而出现析锂;二是正负极片涂布过程边缘因厚边效应出现的面密度不匹配,如正极边缘面密度过大或者负极边缘面密度过小,均会引起析锂。
局部析锂
局部析锂分布比较随机,没有固定区域,以非连续斑点状分布。局部析锂的主要原因有:电芯局部受到外力(如挤压、电芯变形等)、极片局部缺陷、隔膜局部缺陷。另外,电解液润湿不充分、隔膜以及负极中残留气体也会导致负极充电过程中的析锂。
均匀析锂
均匀析锂即锂金属均匀覆盖在负极片的整个面上。均匀析锂与充电过程中的电流分布均匀性有关,电流分布的均匀性与极片质量有关,如孔隙分布、迂曲度、表面形貌、导电网络等;另外,电流分布的均匀性还受极耳的位置、数量等影响。
负极析锂的影响因素
N/P值变化
N/P 值为锂离子电池中负极容量与正极容量的比值,也称 cell balance(CB)值,其计算公式如下:

式中:q为活性材料的比容量,mAh/g;m为活性材料的质量,g。
N/P值是影响电池安全的重要因素。较低的N/P值会使负极对锂电位达到析锂电位,引起负极在充电过程中的析锂,另一方面,尽管N/P值设置较高时,在给定截止电压情况下,可以抑制析锂的发生,但是,会导致正极脱锂过量,不仅导致正极晶体结构失稳,而且会使电解液在正极发生氧化反应。在电池的使用过程中,N/P值是不断变化的,其值的变化与电池充电倍率、截止电压、环境温度以及循环次数等有关。例如,Mao等的研究结果显示,当负极充电倍率超过1C时,容量出现快速衰减,而正极容量出现较小的衰减,当充电倍率从1/10C增加到4C时,在低倍率1/10C充电条件下,N/P值为1.15,当充电倍率提高到3C和4 C时,N/P值分别降低到1.0和0.5,负极出现严重析锂。另外,N/P值的变化与电池的化学体系有关,如高镍的正极材料,一般会因为结构坍塌和金属离子溶解,随着循环次数增加,N/P值越来越高;对于硅基负极材料,因为较大的体积膨胀、脱膜、颗粒破裂以及SEI的迭代形成,会导致N/P值减小。
总之,影响N/P值变化的因素较多,如正负极活性材料类型、充电倍率、充放电截止电压等,因此在电池设计过程中,需要考虑N/P值变化的特点,避免因N/P值降低导致的负极析锂。
低温充电
从热力学分析,环境温度降低,电荷转移阻抗增加,负极电位降低,降低到析锂电位时,锂离子以金属锂形式在负极表面析出。从动力学分析,依据阿累尼乌斯定律,温度降低,化学反应速率降低,当充电温度降低时,锂离子在电解液、在SEI膜中以及石墨固相中扩散速率均会降低,在能垒不变的情况下,发生嵌锂反应的概率减小,大量的锂离子在负极获得电子而发生析锂。因此,当锂离子电池在低温条件下使用时,需要减小电极极化阻抗,提高锂离子在电解液、SEI膜以及石墨固相中的扩散速率,避免负极析锂。
极速充电
极速充电时,电极表面单位面积有较高的电流密度,即更高的锂离子浓度,锂离子从石墨负极表面嵌入到固相中的驱动力为浓度梯度,当锂离子传输速度慢(低温、高荷电状态或者材料具有高能垒)以及电流密度在充电过程比较高时,会发生析锂;另外,高倍率充电也会促使负极达到析锂电位,产生析锂。因此,低荷电状态(SOC)下,对电池大倍率充电,随着SOC升高,改用小电流充电,从而避免锂的析出;在低温条件下,应以较小的电流充电,充电后,将锂离子电池静置一定时间,析出的金属锂会重新嵌入石墨晶体中,减少活性锂的损失。
过充
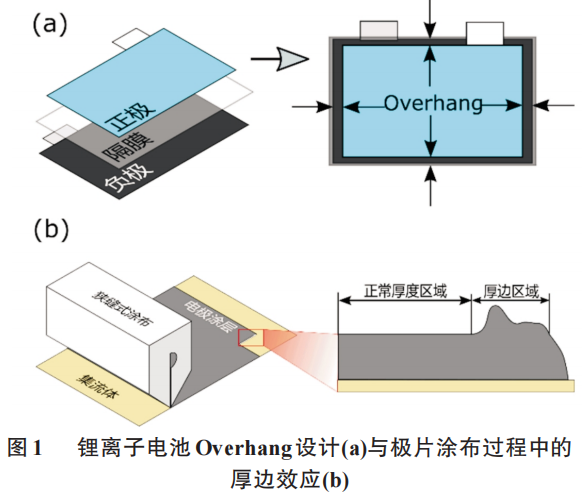
过充是指电池充满电后,充电电压超过上限截止电压,继续充电的行为。锂离子电池的过充程度一般用电池的SOC表示,不同SOC下的析锂程度如图2所示,当SOC超过185%时,负极表面完全被金属锂覆盖。对于动力电池,单体电池要经过串并联后使用,如果各单体电池的电压、内阻以及容量一致性较差,很容易出现个别单体电池的过充,进而出现负极表面的析锂,引发安全事故。
对于锂离子电池的过充问题,可以从两方面进行控制:(1)通过电池管理系统进行控制;(2)内部通过提高电解液的氧化电位以及提升电池热失控的起始温度。
Overhang过大
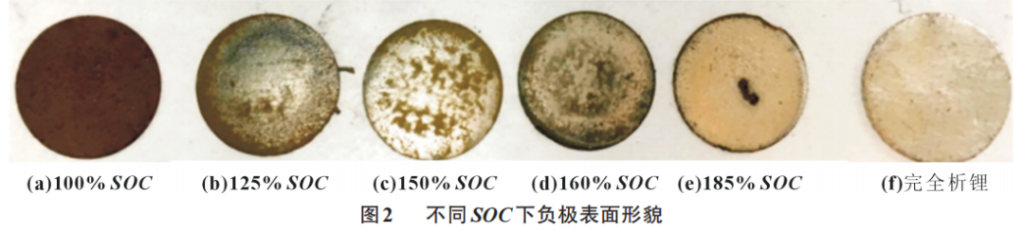
锂离子在负极活性区域和Overhang区域流出和流入现象的存在与电池的容量变化以及负极析锂关系密切。例如,在电池充电过程中,因存在Overhang区域,充电完成时,负极Overhang区域并没有完全锂化,如图3(a)所示,负极片边缘形成锂的梯度分布,在随后的静置过程,负极片中嵌入的锂从中心向边缘扩散,如图3(b)所示,放电后,Overhang区域仍存在未脱嵌的锂,说明放电过程,正极片边缘不仅接受来自与其边缘正对的负极区域的锂离子,还要接受负极Overhang区域脱嵌出的锂离子,随着循环的增加,正极片边缘的锂浓度会越来越高,导致充电过程,容易在负极的边缘出现析锂。因此,在极片制造品质和制造设备能达到的精度下,尽可能设计较小的Overhang区域,以避免析锂发生。
负极析锂的解决方案
电池结构优化
电芯结构与负极析锂窗口有着密切关系。例如,减小Overhang区域可以防止充电过程中因正极边缘大量锂离子迁移至负极边缘导致的边缘析锂。利用多极耳设计,可以保证电池在充电过程中,电芯电流密度的分布,避免因局部电流密度过大引起的局部析锂。另外,合理的N/P值也是抑制负极析锂的一个有效措施。
极片的质量控制
极片制造步骤包括:浆料制备、极片涂布、极片辊压。这三个步骤影响极片的孔隙率、迂曲度、面密度,进而影响电池充电过程电流分布。极片(包括正极片和负极片)对负极析锂的影响主要表现在:浆料搅拌不充分或极片涂布缺陷导致的局部析锂,以及极片压实过大导致的负极嵌锂动力学不足引起的大面积析锂。
极片表面处理
避免负极析锂可以通过降低石墨负极的过电位和提高锂在负极表面沉积的过电位实现。析锂属于电结晶过程,先是成核,然后生长,生长的驱动力为负极表面与金属锂之间界面能之差。通过磁控溅射在负极表面沉积纳米级厚度的金属层,可以提升锂金属的析出过电位和弱化锂金属生长的驱动力,达到改善析锂的目的。另外,在负极片表面通过激光蚀刻构筑坑阵列,可有效降低低温环境下锂离子的扩散阻力和电荷转移阻抗,降低析锂风险。
负极材料优化
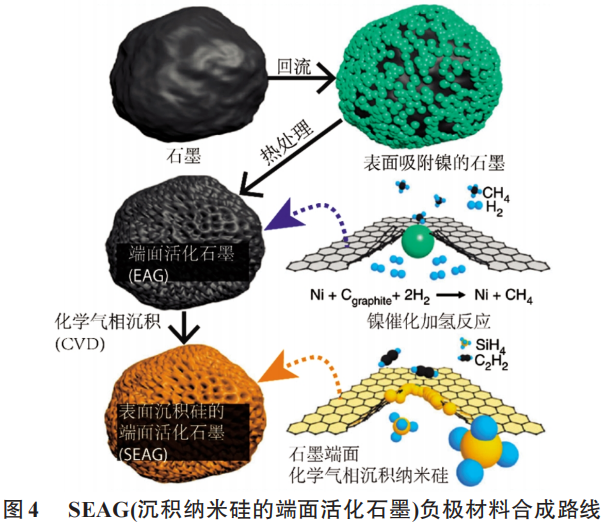
负极石墨的嵌锂动力学可以用能垒描述。锂离子从端面和平面嵌入石墨晶体的能垒分别为0.3~0.7eV 和10eV,即使石墨基面有缺陷存在,基面的嵌锂能垒仍然比端面高一个数量级(2.36~6.35eV);因此,锂离子更易从端面嵌入石墨层间。其中,石墨的端面又分为椅型(armchair-edged)和Z型(zigzagedged)两种结构,分别对椅型和Z型端面掺杂硼(B)和氮(N)的研究结果发现,椅型端面B掺杂后,费米能级降低,吸附能提高,有利于石墨嵌锂动力学的提升。Kim等对石墨材料端面镍掺杂和表面沉积无定形SiO2涂层来提升石墨负极的动力学,如图4所示。端面掺杂可提升传质动力学,其中的镍金属粒子可提升电子电导率,表面沉积纳米硅层后,提高硅锂合金化的电位(0.22V, vs.Li/Li+),抑制负极达到析锂电位。
其他提升负极动力学的方案有增加石墨的层间距、表面蚀刻等,这些方案各有其特点。一种方案有时难以达到理想效果,需要结合多种方案,协同作用,达到预防析锂的目的。
电解液添加剂的优化
负极析锂受负极极化和嵌锂动力学的影响,这些影响因素与SEI膜的力学性能、化学稳定性以及离子电导率有关,而电解液中的功能添加剂(成膜剂)则有助于提高SEI膜的质量,基于此,通过开发合适的成膜剂也是解决负极析锂的有效途径。
成膜添加剂种类较多:如不饱和含碳化合物、含硫有机物、含卤素有机物、无机化合物、离子化合物以及其他有机化合物。
从解决负极析锂的角度,电解液成膜剂优化除了考虑成膜的结构稳定、较少的副反应以及低阻抗外,重点需要提高膜的离子电导率。例如,常用的氟代碳酸乙烯酯(FEC)成膜剂在负极表面形成结构稳定的含有LiF的SEI膜,但是LiF的SEI膜阻抗大、离子电导率低,通过在电解液中添加三(三甲基硅基)磷酸酯(TMSP),TMSP中的甲基硅基与路易斯碱(氟化物、水、羟基、甲醇基)发生反应,避免HF以及电解质锂盐的副反应发生,并且可有效提高SEI膜的离子电导率。Jones等在电解液中分别添加不同电解液添加剂,进行低温充电实验,结果显示,LiFSI抑制析锂的效果最好,在-30℃,无析锂;从对电解液动力学提升看,LiDFOB效果最好,但析锂最严重,原因是LiDFOB的加入提升了正极的动力学,使得负极动力学提升相对不足,造成析锂。因此,要综合考虑添加剂对正极和负极两方面的影响。
充电过程优化
依据负极析锂的规律来调整充电环境和设计充电程序也是解决负极析锂的有效手段。
电池预热技术
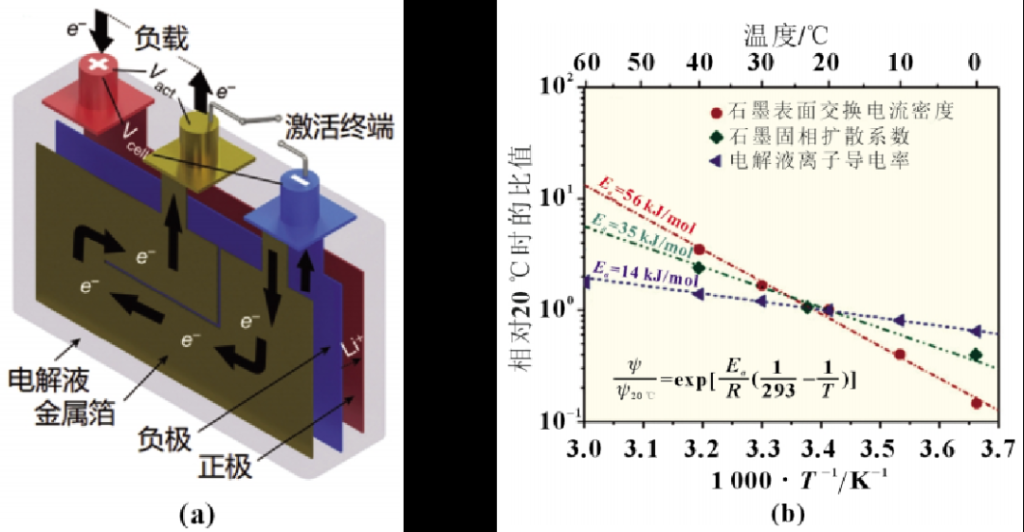
Yang等通过电芯结构优化,可实现电池自加热功能[图5(a)],6C充电条件下,无预热电池在60次循环后容量损失20%。随着充电温度的上升,电池循环寿命显著增加,石墨电极上析出的锂金属越来越少,在60℃时,扫描电子显微镜图像中可以观测到完整清晰的石墨颗粒形貌。升高电池温度可以提高电解液电导率、石墨负极表面交换电流密度以及锂离子固相扩散速率,解决负极析锂的问题。如图5(b)所示,温度从20℃上升至60℃,石墨表面的交换电流密度提高13倍,石墨的固相扩散系数提升5.6倍,电解液的离子电导率提升1.9倍。上述结果充分证明,充电温度的升高可以显著减轻甚至消除析锂。需要注意的是,升高温度对改善析锂有积极作用,但是过高的温度会使SEI膜较快生长,造成活性锂损失,因此,使用自加热技术必须保证温度的精确控制。
充电程序设计
充电过程中,随着电池电压不断升高,负极电位逐渐降低,当负极电位低于析锂电位时,则有析锂发生。因此,控制负极电位在析锂电位以上,可避免析锂的发生。Koleti等提出了一种三阶段充电[恒流充电(CC1)→恒压充电(CV)→CC2]的方法,首先通过电压弛豫曲线(VRP)法确定负极析锂时的电池电压 vtc,设定CC1阶段的截止电压为vhcc-end,通过在电池循环过程中,调整vhcc-end值,直到其值等于vtc,即可保证循环过程中,负极电位高于析锂电位,充电过程中无析锂发生。
标准充电程序包括CC和CV阶段,CC阶段负极电位逐渐降低,随后的CV阶段,负极电位逐渐升高,析锂发生在CC阶段,通过构建三电极可以确定析锂发生时电池的电压,用以设定充电程序,保证电池在充电过程不会有析锂发生。例如,低SOC 时采用高倍率充电,当负极电位即将达到析锂电位时转为CV充电,这样,不仅可以缩短充电时间,而且可以避免析锂的发生,析锂电位可以通过构造三电极确定。
结论与展望
本文主要探讨了锂离子电池负极析锂的机理,从电芯极片的微观结构到宏观结构,从电池的使用条件到应用环境,对负极析锂进行了分析。结合负极析锂的机理及其影响因素,提出了解决析锂的一些对策。未来可以考虑从以下几方面进行展开:
(1)电池结构的优化,如N/P值的精确设置,电池多极耳设计,卷绕、叠片等组装方式的组合等;
(2)制造工艺提升,如电芯Overhang精度提高,极片质量和厚度一致性提高、极片微观孔隙的调控以及表面形貌的改变等;
(3)新材料开发,如通过石墨材料表面和晶体结构的包覆和掺杂等提升动力学性能;通过电解液添加剂和溶剂的设计优化,达到固液界面的动力学提升和SEI阻抗调控;通过隔膜微孔结构的调整,改变锂离子去溶剂化速率和锂离子在电极界面的分布;
(4)电解液添加剂优化,如深入研究SEI膜的成膜机理和SEI膜的结构与性能的关系,量化SEI膜的特征参数,如弹性模量、断裂韧性以及SEI膜与电极表面之间的附着力,为电解液添加剂的优化提供理论依据;
(5)充电程序的优化,如通过锂离子电池的多物理场模型构建,对析锂的机理进行深入研究,为充电参数设置提供科学依据;
(6)析锂的早期定量诊断,目前的检测手段大多是离线检测或破坏性检测,如果能够在析锂的初期进行诊断并及时修正充放电程序,以达到闭环控制,可能是未来解决析锂的有效手段;
(7)极片表面功能涂层,通过负极片表面构建功能涂层,降低SEI膜阻抗以及提高负极表面的充电电位,提升负极动力学性能,扩大锂离子电池的析锂窗口,阻止析锂。